Facilities
Located in Shively, a section of Louisville with a legendary whiskey heritage, Michter's Distillery is a 12.8 acres, 87,000 square foot facility. A fully-licensed distilled spirits plant (DSP KY-20003), the Shively facility is currently home to all of Michter's processing and bottling operations as well as two of its small pot stills and a custom-built 32 inch diameter, 46 foot high copper column still with a distinctive copper pot still doubler.
At Michter's, we believe that in order to make the highest quality whiskey you have to start with the highest quality grain. At our Shively distillery, all of the grain we use is non-GMO, USDA grade #1, and sourced from within the United States.
Prior to production, we use a pneumatic probe to take a representative grain sample of the day's grain delivery. The sample is then tested to ensure that our grain meets all USDA #1 specifications. Our Distillery Quality Control Lab houses equipment and many sophisticated and costly instruments that are integral to ensuring that we are producing the highest quality product possible in each step of the production process.
Once Approved, our corn, rye, and malted barely grains are stored in silos to ensure they are protected from the natural elements. We typically keep about a week's worth of whole grain in our silos and mill on demand to ensure that we are starting with the freshest possible ingredients.
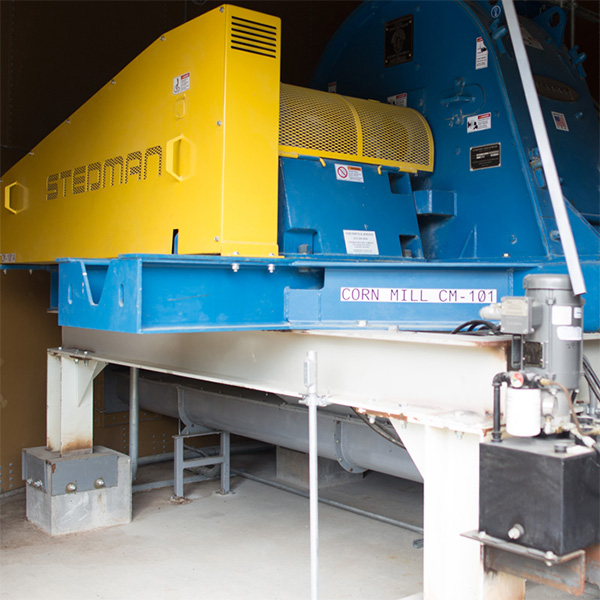
Michter's has two custom made cage mills located under the grain storage silos, one for corn and one for smaller grains like rye, malted barley, etc. We selected cage mills rather than other common types of mills because our cage mills are able to consistently mill our corn, rye and malted barley to our desired particle size distribution for each grain without scorching the grains, thereby contributing to a consistent, high quality product.
Michter's 8,000 gallon mash cooker was built by Vendome Copper & Brass Works, in the opinion of many, the finest custom distillation equipment manufacturer in the United States. Our cooker produces two mashes every eight hours of production and it is set to our specifications in order to yield the highest quality mash.
All of our tanks, including the eight 16,000 gallon production capacity fermenters, were also made by Vendome Copper & Brass Works. Our mashes and yeast are added to our fermenters for a particular number of days at monitored temperatures to ensure the optimal environment for reactions to occur in order to create fermented beer for distillation.
Our 100% copper column still is 46 feet tall and is 32 inches in diameter. It has 19 trays and, above them, 4 levels of extra copper grids custom designed by our distillers for the production of an even more extraordinary distillate. This distillation system is comprised of approximately 11,000 pounds of copper and was built by Vendome Copper & Brass Works.
Our 250 gallon pot still doubler is made of pure copper and is 9 feet tall by 5 feet 6 inches wide. This is where our second distillation occurs. The first distillation is where the distillate’s flavor starts to develop, and the second distillation removes certain impurities that remain after the distillate has left the column still. This pot still was custom designed with the flexibility to be used as a "doubler" where the white dog from the first distillation comes in as liquid, or a "thumper" where the white dog from the first distillation comes in as vapor. Our Master Distiller, Dan McKee continues to uphold our strict quality standards so that Michter's consumers can be confident they are purchasing a high quality product.
Our tailboxes, capture the low wine after the column still distillation and the high wine, or finished distillate, after the pot still doubler distillation. Both our tailboxes and our doubler we also built by Vendome Copper & Brass Works.
We believe that making great whiskey is part science and part art, and we use both quantitative and qualitative methods to ensure consistency in the quality of our products. We use a gas chromatograph-mass spectrometer (GCMS) and a high-performance liquid chromatography system (HPLC) to identify specific compounds in our distillate and maturate and we rely on our team of trained sensory panelists to review and evaluate the various aromas and flavors in our whiskeys. Prior to entry into a Michter's barrel, the distillate must pass not one, but two tests: the chemical analysis and the human organoleptic analysis.
We invest in the highest quality equipment throughout our facility, and that includes selecting a mechanized (state of the art) barrel filler for its ability to fill our barrels with precision. It is important that the same amount of distillate is placed in each barrel in order to limit any factors that may lead to inconsistencies in the maturation process.
All Michter's whiskey is aged in Kentucky rickhouses. The Bluegrass State is an optimal location for aging whiskey because of its dramatic seasonal temperature fluctuations, but Michter's takes the extra step of aging its whiskey in heat cycled warehouses despite the significant extra cost of greater "Angel's Share" evaporation. We do so to maximize the amount of flavor the whiskey extracts from the barrel during aging.
At Michter's, every single barrel product is individually dumped, weighed and proofed, chill filtered, and sent to one of our single barrel bottling tanks prior to being released to the bottling line.
Our bottling line has five labeling stations, which include strip stamp, neck wrap, batch label, front label, and back label. We take great pride in ensuring that every bottle meets our strict quality standards.